



Dodávka OEM/ODM ohýbacia linka na ohýbanie zábradlia



Rýchle a dobré cenové ponuky, informovaní poradcovia, ktorí vám pomôžu vybrať si správny produkt, ktorý vyhovuje všetkým vašim potrebám, krátky výrobný čas, zodpovedná kontrola kvality a rôzne služby týkajúce sa platieb a dopravy pre Zásobovanie OEM/ODM ohýbanie zábradlia na ohýbanie valcov, počiatočný podnik , navzájom si rozumieme.Ďalší podnik, dôvera sa tam dostáva.Naša firma je vám zvyčajne kedykoľvek k dispozícii.
Rýchle a dobré cenové ponuky, informovaní poradcovia, ktorí vám pomôžu vybrať si správny produkt, ktorý vyhovuje všetkým vašim potrebám, krátky čas výroby, zodpovedná kontrola kvality a rôzne služby týkajúce sa platieb a dopravy zaČína tvarovanie za studena a tvarovanie plotových dosiek, Poskytujeme tiež služby OEM, ktoré uspokoja vaše špecifické potreby a požiadavky.So silným tímom skúsených inžinierov v oblasti dizajnu a vývoja hadíc si vážime každú príležitosť ponúknuť najlepšie produkty a riešenia pre našich zákazníkov.
HLAVNÉ TECHNICKÉ PARAMETRE
| No | Model | Špecifikácia |
| 1. | Materiál | Oceľový plech valcovaný za tepla |
| 2. | Medza klzu suroviny | ≤ 345 MPa |
| 3. | Pevnosť v ťahu surovín: | ≤ 550 MPa |
| 4. | Vonkajší priemer navíjacieho materiálu | ≤Ф1500 mm |
| 5. | Vnútorný priemer cievky | Ф610 |
| 6. | Šírka oceľového pásu | ≤ 1550 mm |
| 7. | Hrúbka oceľového pásu | 8-12 mm |
| 8. | Hmotnosť jedného kotúča | ≤ 20 000 kg |
HLAVNÉ KOMPONENTY
| No | Názov položky | technické údaje |
| 1 | Auto Decoiler | 1. Režim jednej hlavy, jedna podpora 2. ID cievky: Ф610 3. Vnútorný priemer cievky: Ф1500 mm 4. Šírka pásov: 1700 mm 5. Max.hmotnosť: ≤ 20 000 kg |
| 2 | Nivelačný stroj | Max.Pracovná rýchlosť: 15 m/min Max.Šírka pásov: 1700 mm Max.Hrúbka materiálu: 8 mm Výkon motora: cca 30 kW |
| 3 | Zariadenie na zváranie na tupo | Rám je konštrukcia na zváranie profilov + oceľových plechov, hydraulické strihanie, hydraulické lisovanie a lisovacia plošina |
| 4 | Servo kŕmenie | 1. Maximálna rýchlosť podávania: 15m/min 2. Maximálna povolená šírka podávania: ≤1700 mm 3. Prípustná hrúbka podávania: ≤ 8 mm 4. Jediná chyba podávania: ≤±1mm (tolerancia nie je kumulatívna) 5. Výkon servomotora: ≈15Kw (v závislosti od konečného návrhu) 6. Materiál podávacieho valca je: 9Cr2Mo (alebo GCr15), tvrdosť HRC55-60 |
| Dierovací lis | Prijmite režim tekutého lisu so štyrmi stĺpcami Dierovací lis: 500T Veľkosť otvoru: 15-φ25 | |
| 5 | Stroj na tvarovanie valcov | Konštrukcia: formovacia jednotka je poháňaná motorovou redukčnou reťazou Formovacie stanice: 24 staníc Priemer hriadeľa tvárniaceho stroja: φ180 mm Výkon motora: 180 kW Max.: 2-8m/min |
| 6 | Hydraulické rezanie | Režim frézy využíva strihanie strihaním Materiál čepele: Cr12MoV (tvrdosť po kalení HRC58~62) Parameter: Presnosť rezu:±1,5 mm |
| 7 | Elektrická ovládacia skriňa | Hlavné elektrické komponenty: PLC: Mitsubishi Invertor: delta Dotykový displej: veron (Taiwan, Čína) Nízkonapäťové elektrické spotrebiče: Schneider (Francúzsko) Kódovač: Omron (Japonsko) |
| 8 | Hydraulický systém | Hydraulický systém POUŽÍVA filter, čistotu oleja zaisťuje stupeň 6-8 |
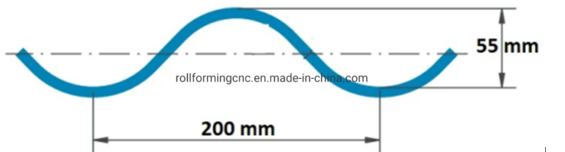
VZORKY OBROBKU
Vlnitá doska priepustu je vlnitý plech, ktorý sa používa ako štrukturálna strešná doska alebo kompozitná podlahová doska.Bude podopretá oceľovými nosníkmi alebo nosníkmi. Účelom kovovej paluby je podopierať izolačnú membránu strechy alebo podopierať a spájať betón, aby sa vytvorila kompozitná kovová podlaha.
APLIKÁCIA
Linka na výrobu vlnitej lepenky je špeciálne zariadenie na lisovanie vlnitej lepenky, ktoré sa široko používa v stavebníctve a iných zariadeniach vrátane tunelov železničných mostov, tunelov diaľničných mostov atď.

Stroj na tvarovanie vlnitých dosiek je druh stroja používaného pri stavbe priepustov.Priepusty sú konštrukcie, ktoré umožňujú prúdenie vody pod vozovky alebo iné prekážky a na stavbu týchto štruktúr sa často používajú vlnité plechy.
Stroje na tvarovanie valcov sú určené na tvarovanie a ohýbanie plechu do požadovaného tvaru a veľkosti pre použitie pri stavbe priepustov.Zvyčajne pozostáva zo série valcov, ktoré postupne ohýbajú plech do požadovaného tvaru a vlnitý tvar sa vytvára pritláčaním plechu proti sérii vlnitých valcov.
Tieto stroje sú často veľmi veľké a môžu byť drahé, ale sú nevyhnutné na efektívne a presné budovanie priepustov.Navyše môžu byť výhodnou investíciou pre spoločnosti, ktoré pravidelne pracujú na infraštruktúrnych projektoch.





